



河北地轨生产厂家的一般生产流程是这样的:
1,制定生产计划,设计图纸;
2,制作消失模-泡沫型;
3,沙坑造型;
4,浇注;
5,T型槽地轨毛坯铸件进行回火;
6,机床粗加工;
7,T型槽地轨进行二次回火消除内应力,防止变形;
8,T型槽地轨进行机床精加工,平台外形尺寸到位;
9,平面度要求高的平台进行人工刮研处理;
10,处理T型槽地轨的外观,并进行包装。
如何判断T型槽地轨是否合格:
1、T型槽地轨工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、T型槽地轨工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应型砂,且表面平整、涂漆牢固,各税边应修钝。
3、T型槽地轨的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
4、T型槽地轨应经稳定性处理和去磁。
5、T型槽地轨工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)。
6、T型槽地轨工作面的硬度应为HB170—220或187—255之间。
7、T型槽地轨主要检定项目
A、材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。
8、精度参数:3级T型槽地轨未规定接触斑点要求。1级平板要求接触斑点数在任意25×25mm平面内不少于20点。2级平板要求接触斑点数在任意25×25mm平面内不少于12点。
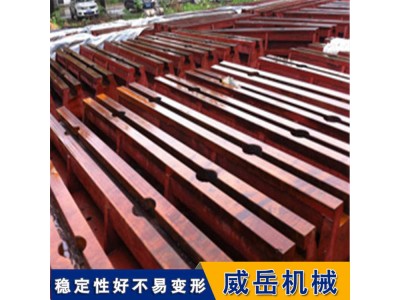
为了防止T型槽地轨全体变形,运用结束后,要将工件从T型槽地轨上拿下来,防止工件长期对T型槽地轨重压形成的变形。T型槽地轨不必时要及时将工作面洗净,然后涂上层防锈油,并用防锈纸盖上T型槽地轨应装置在通风、枯燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。地轨按国家标准实施定时周检,检定周期依据具体情况可为6-12个月。地轨全体变形,运用终了后,要将工件从T型槽地轨上拿下来,防止工件长期对T型槽地轨重压构成的变形。T型槽地轨的原料:高强度铸铁HT200-300,工作面硬度为HB170-240,通过人工回火处理,使T型槽地轨的精度安稳,耐磨性能好。
随着工业机械上对于T型槽地轨需求,T型槽地轨越来越受用户的信赖和关注了!随着技艺的更新,制作工艺不断地完善,在河北威岳研发团队十多年不断地研究试验审核调研下,T型槽地轨http://www.chinaweiyue.com/在市场上的权重比也越来越大。
T型槽地轨是用于装配、实验、焊接和查验大型设备平台的拼接,T型槽地轨运用灵敏便利,可以依据设备的支撑点来调整地位,更利于对设备的操作。碰到体积宏大的机械设备可以把几个或更多的地轨拼接起来,做为承载平台运用。T型槽地轨是工业中不成短少的主要设备。威岳公司免费为客户设计图纸、提供前期服务。
联系人 销售部经理 王女士13231713280 竭诚为您服务!
以上就是关于长期加工铸铁平台走单处理价T型槽地轨整体热处理全部的内容,关注我们,带您了解更多相关内容。

