

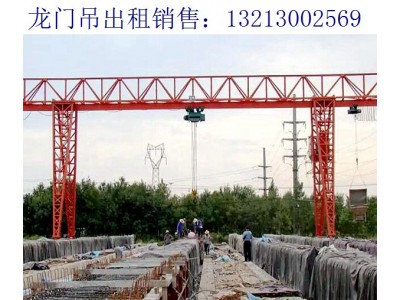



云南玉溪120吨龙门吊生产厂家介绍门式起重机主梁和端梁的加工工艺,主要有以下几点:
1、门式起重机主结构板材、型材备料前抛丸除锈处理,除锈等级达到GB8923S标Sa2.5级。
2、重要金属结构件(指主梁、横梁、小车架等)的主要焊缝质量等级达到ISO5817中的B级,其他焊缝达到C级。
3、主要金属结构件的对接缝及图样标注全熔透的T型接头焊缝,焊后进行无损探伤检测,射线检测应达到GB3323中的II级,超声波探伤达到GB11345的B-I级。RT不少于总长度的5%,百分之百全长度检查,次要结构件焊缝采用MT或UT控伤,并符合有关标准规定。
4、焊接材料的选用和焊接规范根据标准和焊接工艺评定在焊接工艺规程中作出规定.
5、钢材下料矫平或校直,下料前如钢材翘曲或直线度影响下料度时,下料前就应进行矫平或校直。矫平在平板机或油压机上进行,型材校直在校直机或顶弯机上进行。
6、板材下料采用数控切割机或半自动切割。下料度和切割质量要求按相应技术标准执行。
7、板材对接焊缝采用埋弧焊,角焊缝采用埋弧焊或气体保护焊、主梁、端梁四条腰焊采用国内先近的门式专机自动焊。各种焊接方法和不同施焊位置须由具有焊工证能胜任此工作的焊工担任。
8、电焊工应具有有关部门签发的“焊工合格证书”。
9、钢结构材料从进厂开始到产品完成,设专人执行材料跟踪制度,做好分步记录,严禁与其他产品混料和生产中随意代料。
10、门式起重机主梁上拱度等结构件的尺寸测量为避免日照影响,测量时以上午九时以前测量数据为准。
云南玉溪120吨龙门吊销售厂家的所有设备,我们都为您免费现场指导安装,在使用期间,有任何的质量问题,我们也都为您免费更换!有需要的,欢迎拨打我们的咨询电话,工程师24小时为您在线服务!
网址:http://q13213002569.51sole.com/
原文链接:http://www.dtcchina.com/shangji/show-18498.html,转载和复制请保留此链接。
以上就是关于云南玉溪120吨龙门吊厂家 门式起重机主梁加工全部的内容,关注我们,带您了解更多相关内容。
以上就是关于云南玉溪120吨龙门吊厂家 门式起重机主梁加工全部的内容,关注我们,带您了解更多相关内容。


