

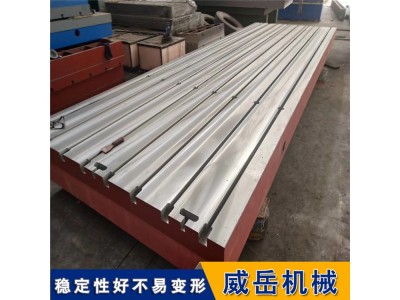


大型铸铁平台的加强筋俗称为肋骨,加强筋一般的距离是间距400mm,底部设计围板和筋板是为了增强平台的稳定性,加强与铸槽底端相对应的本体底部,大型铸铁平台由于设置了加强筋,能够提高铸铁模的结构强度,有利于防止其因内应力太大而开裂筋的上端与本体底部连接固定如400mm*400mm小规格的大型铸铁平台底部多数为米字型。
铁地板由于设置了加强筋,能够提高铸铁模的结构强度,有利于防止其因内应力太大而开裂,并且由于本体采用了铸钢了铸铁模抗热胀冷缩的强度,并且即使发生开裂,也易对其裂缝进行焊接修补,从而能够重复使用,延长了铁地板使用寿命见,铁地板的底部设计围板和筋板是为了增强大型铸铁平台的稳定性,不易变形等功效大型铸铁平台工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)大型铸铁平台工作面上不应痕、碰伤及其他影响使用的外观问题。
大型铸铁平台工作面的硬度应为HB170—220或187—255之间,材质,强度铸铁HT200-300经过两次人工处理(人工退火6度和自然时效2-3年)使用该大型铸铁平台的精度稳定,耐磨性能好大型铸铁平台的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔,设置铁地板吊装位置时应考虑尽量减少因吊装而形,大型铸铁平台顾名思义是在铁地板的上面进行焊接工作,不可避免的要进行敲打,敲打的力度造成我们不能使用太薄的面板,大型铸铁平台壁厚不能保证铸造合金液具有足够的能力充满铸型。
通常大型铸铁平台在一定铸造条件下,每种铸造合金都存在一个能充满铸型的小壁厚铸造合金的小壁厚,设计铸件时,应使铁地板的设计壁厚不小于小壁厚,这一小壁厚与铸造合金液的流动性以及铸件的轮廓尺大型铸铁平台用途,用来进行工件的焊接工艺,和大型铸铁平台不同,上面没有孔,工作面为平面或T型槽搞好大型铸铁平台浇铸工艺和操作:为了防止夹砂问题,在大型铸铁平台浇铸工艺方面,应在保证不出现其它问题的前提下,力求用较低的浇注。
在浇铸操作上,应避免大型铸铁平台断流和尽量用较快的速度浇铸。制型砂的质量,型砂的质量须控制。防止大型铸铁平台夹砂的对策,选用粒度分散、形状不规则的原砂,大型铸铁平台湿型采用钠质膨润土或对钙质膨润土进行处理,适当的用量和减少型砂的含水量,加入适量的煤粉、重油、沥青粉、细木屑等“缓冲剂”、去除旧砂中的粉尘、保证大型铸铁平台型砂的混辗质选择合理的造型工艺,造型工艺是否合理对铸件产生夹砂有很大影响,铸件的浇铸时间和浇铸位置、铁水的上升速度、铸须选择适当。
采用快浇铸,大型铸铁平台砂型的表面总是要发生膨胀的,因此防止大型铸铁平台夹砂的决定因素是铁水是否能迅速覆盖和触及砂型的表面,并对砂型产生一快浇注能使铁水在铸件产生夹砂的“临界时问”之前充满铸型,不给予大型铸铁平台砂型产生膨胀和形成高水区的充分时间。浇铸速度的快慢主要取决于浇口截面的大小。灰铸铁件浇口截面如用下面的简易计算公式计算,能实现快浇注。
大型铸铁平台平面较大的铸件M取0。8~1。2,平面很大、薄壁的铸件取1。2~1。5,大型铸铁平台湿型件宜取中、上限。对于大平面的铸件宜用尺寸较大的浇口杯,多道薄片状的内浇口或是缝隙浇口,使铁水迅速、平稳、不间断地盖住所面,避免砂型局部过热。浇口比例常用半封闭或式。
联系人威岳机械谢女士15350773479
原文链接:http://www.dtcchina.com/shangji/show-3914.html,转载和复制请保留此链接。
以上就是关于铸造重型大型铸铁平台 4*8米拼接平台 铸铁平台全部的内容,关注我们,带您了解更多相关内容。
以上就是关于铸造重型大型铸铁平台 4*8米拼接平台 铸铁平台全部的内容,关注我们,带您了解更多相关内容。




